What Is Rough-Cut Capacity Planning?
Rough-cut capacity planning (RCCP) helps manufacturers determine whether they have the necessary labor and raw materials—or capacity—to meet planned production. Manufacturers use a master production schedule (MPS) to determine product types, quantities, and output timing to meet consumer demand. They use RCCP to validate the MPS. This way, they can ensure they meet all labor and material requirements before generating more detailed plans through manufacturing ERP software.
Read on to learn the different planning methods, view examples, and compare advantages and disadvantages.
Advantages of RCCP
Rough-cut capacity planning is essential to resource management and overall optimization of your manufacturing production processes. It has the following main advantages:
-
Less lead time: You can quickly identify an imbalance between demand and resource availability. Then, you can take steps to resolve the root cause of the problem.
-
Better allocation of resources: The end goal of RCCP is to provide visibility into your staffing hours and key resources. You can adjust capacity by adding or subtracting shifts, opening more production lines, or acquiring more raw materials.
-
Better project management: You can determine work priority by establishing which job needs to happen first before you move on to the next one. Resource profiles provide details about workstation hours for every operation, including sub-components and finished products.
-
More space availability: If your forecasting shows a potential surge in demand for your products, you’ll need to increase storage for more raw materials and finished goods. By conducting RCCP, you can see whether you have available space or need to invest in more.
When Should I Use Rough Cut Capacity Planning?
As a manufacturer, use RCCP after completing demand planning and master production scheduling. By following this sequence, your project managers can determine whether the available resources will meet demand.
Your planners can choose to adjust the output specified in the MPS. Or they can revisit their strategic planning to secure more critical resources—like raw materials, equipment, and labor hours—to increase the production rate.
Planning Methods
You can conduct RCCP by using one of the following methods. Although each one balances the required capacity against the available capacity, they use different factors of production to arrive at their calculations:
-
Capacity planning using overall factors (CPOF) applies historical data to estimate future capacity requirements. This method requires established production standards, such as the traditionally required product assembly time.
-
Bill of capacity or bill of labor (BOLA) uses the bill of materials (BOM) and actual production run times to compute capacity. However, this method doesn’t account for the specific timing of each sub-assembly operation at individual workstations.
-
Resource profiles are the most accurate and detailed RCCP method. This method calculates capacity by factoring in the lead times of resources, sub-components, and products.
Levels for Calculating RCCP
Manufacturers can perform RCCP at two levels:
-
Routing-based RCCP compares required capacity to available capacity for the resources (raw materials and labor hours) you assign to manufacturing operations. It shows how much supply you need to meet demand.
-
Rate-based RCCP compares required capacity to available capacity for the production rate per assembly line. It shows whether the ideal manufacturing rate set by the MPS reflects the production line’s current capabilities.
Both levels help you understand gaps in production capacity. For example, if you schedule too few workers on an assembly line, you risk manufacturing bottlenecks. Conversely, if you schedule too many workers when demand for a product is low, you risk wasting money and staffing that you could use elsewhere in your plant.
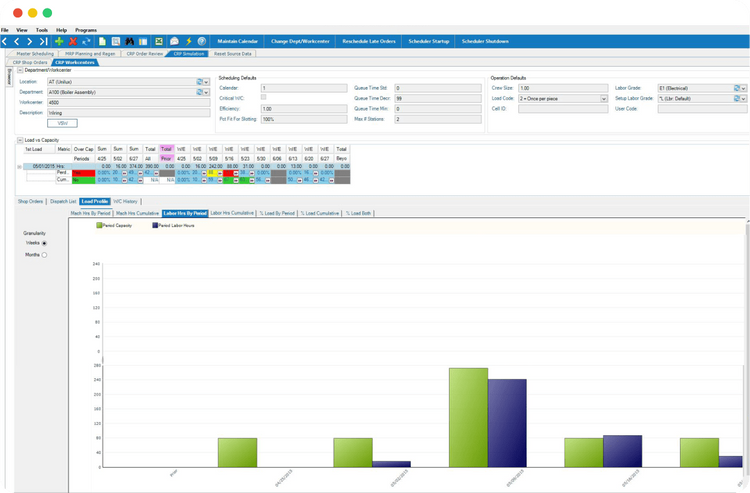
MRP software can help you visualize actual lead times and the maximum production rate at your facility. For example, a software solution like Aptean Industrial Manufacturing ERP enables you to view machine and labor hours by period for capacity planning, as shown in the following figure.
Challenges of RCCP
The complex amount of information required for conducting an RCCP creates many challenges. Keep in mind the following limitations during planning:
-
Accurate calculations: RCCP comprises a series of interlocking computations so that any errors can break down the entire process. Maintain your data and analytics in a central location to avoid this calculation pitfall.
-
Communication: RCCP requires cross-departmental communication from the sales department to the shop floor. Have your project managers choose a consistent location for cross-departmental planning and analysis transparency.
-
Quality data collection: Relying on static spreadsheets to collect data puts you at risk for outdated and duplicated data across data sources. Instead, rely on software, like an MRP system, to aggregate your data from a central source that provides real-time updates on your plant operations.
-
Time commitment: If you’re an enterprise-level manufacturer, you might find it challenging to perform RCCP manually. Instead, integrate advanced planning and scheduling with your MRP or ERP systems to help you calculate demand and optimize your manufacturing schedules.
Example of Conducting RCCP
Consider the following example of how the RCCP can help a manufacturing facility revise its MPS and better optimize the capacity planning process.
The MPS in the following figure shows the facility should assemble for product A:
- 200 units in the first quarter
- 185 units in the second quarter
- 190 units in the third quarter
- 200 in the fourth quarter
For product B, the facility should assemble:
- 100 units in the first quarter,
- 200 units in the second quarter
- 200 units in the third quarter
- 300 in the fourth quarter
Historical data shows the cycle time for product A is two hours and one hour for product B.

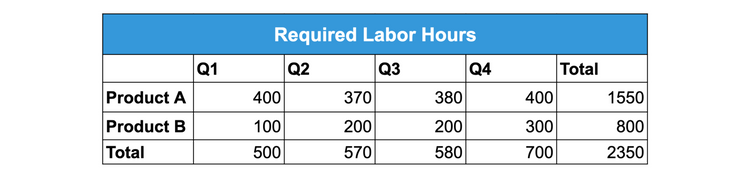
The MPS also shows the required labor hours for each product (see the following figure). Product A requires two hours of production time per unit, so multiply the units required per quarter by two:
- 400 labor hours in first quarter
- 370 labor hours in second quarter
- 380 labor hours in third quarter
- 400 labor hours in fourth quarter
Assembling Product B requires:
- 100 labor hours in first quarter
- 200 labor hours in second quarter
- 200 labor hours in third quarter
- 300 labor hours in fourth quarter
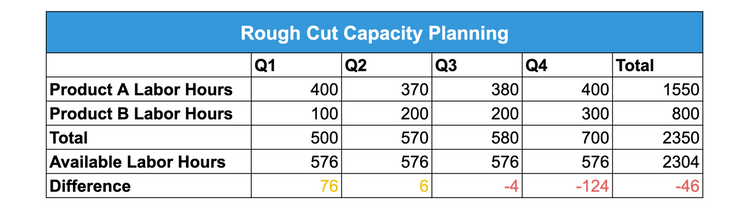
Next, you calculate the total available production hours per quarter:
- Months = 3 in a quarter
- Production days = 24 in a month
- Labor hours = 8 in a day
Production hours per quarter = 3 months x 24 days x 8 hours
This equation determined that 576 production hours are available per quarter.
In the following RCCP table, you see the difference between the available hours and required hours for production. The resources are under-loaded for the first and second quarters and overloaded for the third and fourth quarters.
How can you address these discrepancies? You can revise your manufacturing production schedule, or you can do the following:
To address underloaded resources, try the following options:
- Reduce subcontracting.
- Implement temporary layoffs.
- Shorten work days or weeks.
- Transfer workers to other stations or plants.
To address overloaded resources, try the following options:
- Implement overtime.
- Hire more laborers.
- Install additional equipment.
- Use more workstations.
FAQs
How does RCCP relate to an MPS?
RCCP and master scheduling are supply chain and production planning processes. RCCP ensures a plant meets established capacity requirements set by the MPS. Requirements include equipment, supplier capabilities, staffing, raw materials, and warehouse space.
What is the difference between RCCP and capacity planning?
Capacity planning evaluates a shop floor’s short-term or long-term capacity to meet demand, while RCCP is a long-term capacity planning technique. Capacity planning determines the production capacity needed to meet fluctuating demand for a company’s goods. This technique assesses equipment, the number of laborers, skill sets, suppliers, raw materials, and resource budget.
What is the difference between RCCP and capacity requirement planning (CRP)?
CRP is a short-term planning tool that generally occurs at the end of the capacity planning process. It assesses labor requirements, machine production time, sequence-dependent changeover time, required materials, and run rates for each workstation.
RCCP occurs near the beginning of the planning process after the MPS is complete and takes a long-term approach to forecasting.